重庆江北化肥公司是以生产合成氨、尿素等化工产品的企业,年产合成氨10 万吨。在生产过程中会产生大量含氨废水,因原处理工艺处理能力差,抗冲击负荷不强,处理水达不到环境排放要求,它已成为公司生产环境问题的突出重点。为保证废水达标排放,现对原有处理工艺进行改造,在原有主体构筑物和部分设备不动的情况下提高废水处理效果,使出水水质达到GB8978-1996 一级标准[1]。
1 废水组成及特点
化肥废水主要包含COD、NH3-N、SS。其中COD 一般不大,同NH3-N 比约为1~2∶1。去除NH3-N 反应的后一步为反硝化处理,因此需要NH3-N 含量的4~6 倍COD 来满足反硝化反应的需要,而进水COD 仅为1~2 倍,光满足反硝化也不够,所以化肥废水要去除NH3-N ,还需另外再补充碳源,一般通过补甲醇或其残液来满足反硝化。
SS 经加药处理沉淀,大多可除去,余少量进入生化池也易除去,不会成为问题。化肥废水主要来自合成氨、尿素车间的高浓度含氨氮废水,这部分污水氨氮主要存在形式为无机氨氮。因此,氨氮是化肥废水的主要污染物。
2 工艺改造后排放水标准
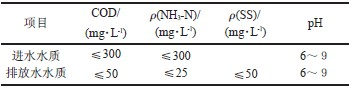
工艺设计设计出水量为600 ~700 m3/d,连续进水,间段排水运行方式。改造后设计进出水水质指标见表1。
表1 设计进出水水质指标
Tab.1 Water quality indicators design of the effluent and influent
3 工艺流程及其特点
3.1 工艺流程
废水处理工艺流程如图1 所示。
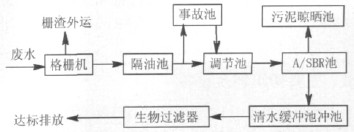
图1 废水处理工艺流程
fig.1 FLow Chart of wastewater treatment process
废水经隔油池去飘浮油,自流入调节池。调节池设一级潜污提升泵两台,将废水提升入A/SBR 池,通过好氧和兼氧微生物的作用:在好氧阶段将废水中的COD、NH3-N 等污染物分解、转化为H2O、CO2、NO2-、NO3- 等物质,此时应根据实际情况补加碳酸钠;在兼氧阶段将NO2-、NO3-转化为N2,大幅度去除废水中COD 和NH3-N,此时根据实际情况补加甲醇。处理后SBR 出水静压流入缓冲池,经过生物过滤器,生物菌被生物滤料截留,反洗时再送回A 池,过滤器出水送入外排地沟。
3.2 工艺特点
短程硝化A/SBR 工艺将硝化反应过程控制在氨氧化产生NO2-的阶段,阻止NO2-进一步氧化,直接以NO2- 作为菌体呼吸链氢受体进行反硝化。此过程减少了亚硝酸盐氧化成硝酸盐,然后硝酸盐再还原成亚硝酸盐两个反应的发生,降低了需氧量、反硝化过程中有机碳的投入量,降低了能耗和运行费用[2]。
A/SBR 组合将A 池(反硝化)放前,利用进水中COD 进行同步反硝化反应,利用进水中COD 弥补了化肥污水中COD 之不足,反硝化好,省O2 还副产碱度,可将硝化除氨耗碱量下降20%,节省费用,节省后置反硝化时间。
本工艺采用连续进水,间段排水运行方式。进水、曝气、沉淀滗水、排泥、待机多工序一池完成,可节省投资费用。工艺抗负荷冲击强,因SBR 对进水有几十倍的“稀释”能力,即使进水短时间内NH3-N超过设计指标,也不影响SBR 处理效果,只需延长一些曝气时间即可。这一点在实际运行中得到证实。2011 年9 月11 日,因合成氨系统停车,A/SBR 池进水氨氮质量浓度达到257 mg/L,出水氨氮质量浓度为7.4 mg/L。2012 年3 月22 日,因事故排放高含氨废水,A/SBR 池进水氨氮质量浓度达到295mg/L,延长曝气4 h,出水氨氮质量浓度为3.5 mg/L,在后续周期的处理中,并未发现细菌受到高氨氮进水抑制,处理后氨氮含量都小于10 mg/L。说明该工艺在抗冲击负荷方面效果明显。
4 主要构筑物及设备
(1)调节池。1 个,钢混结构,有效容积为225m3,用于调节进水水量和水质均匀性,使后续处理工艺负荷处于基本相同状态,有利于后续生化处理工艺稳定、可靠运行。
(2)A/SBR 生化池。2 个,钢混结构,每座有效容积648 m3,进行废水除氨氮、COD ,氨氮去除率可达到90% 以上,COD 去除率可达到80% 以上。保证出水氨氮含量<25 mg/L,出水COD<50 mg/L。
(3)生物过滤器。2 个,地上式,确保出水中SS质量浓度<50 mg/L,回收活性污泥不外排。
(4)污泥晾晒池。1 个,地下,钢砼结构。有效容积50 m3,用于污泥浓缩,污泥暂时储存的作用。
(5)加药系统一套。添加碳酸钠和甲醇用于A/SBR 生化池硝化反硝化需要。
5 工艺运行效果
本工艺于2009 年12 月进入调试阶段,2010 年2 月底调试结束,3 月初正式进入实际运行。在近两年实际运行中,污水处理装置运行稳定,且各项指标均优于设计指标。
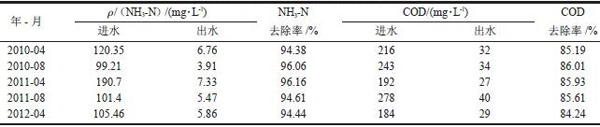
根据工艺操作要求,在A/SBR 曝气阶段,通过投加碳酸钠,严格控制pH 在6.5~8.5 ,在推流阶段根据硝酸盐(酚二磺酸分光光度法)质量浓度,计算甲醇添加量为NO3-×0.7。出水氨氮可控制在10mg/L 以下,出水COD 一般稳定在25~50 m/L,实际运行中进出水氨氮和COD 指标见表2。
从表2 数据来看,各项污染物处理后均可达到排放水标准要求,平均出水氨氮质量浓度、COD 分别为5.87 mg/L,32.4 mg/L,去除率分别为95.13% ,85.40 %,处理效果均优于设计指标。
6 技术经济指标
本改造工程总投资163.6 万元,其中土建费用41 万元,设备费用(包括设备、设计、安装、运输、调试费用)123.6 万元。其中药剂费1.32 元/ m3,电费为0.37 元/m3。人工费为0.23 元/m3。除去设备折旧费,废水处理总运行成本为1.92 元/m3。.
7 结论
实践运行表明,采用A/SBR 工艺提升了出水水质,处理效果好,氨氮、COD 去除率分别为95.13%,85.40%,且出水水质稳定,可达到GB8978-1996 一级标准。
工艺抗高氨氮冲击能力强。改造充分利用原有主体构筑物,改造投资成本低。
表2 进出水氨氮和COD 指标
Tab.2 Ammonia and COD indicators of the effluent and influent
■ 自1996年以来我们一直致力于这个领域的发展,建造高品质的水处理工程和研究前沿的水处理工艺是我们不断的追求。
■ 近年来我们为国内外的市政、地产、工业等相关行业提供过多项优质工程。
MORE

